




 扫一扫
扫一扫

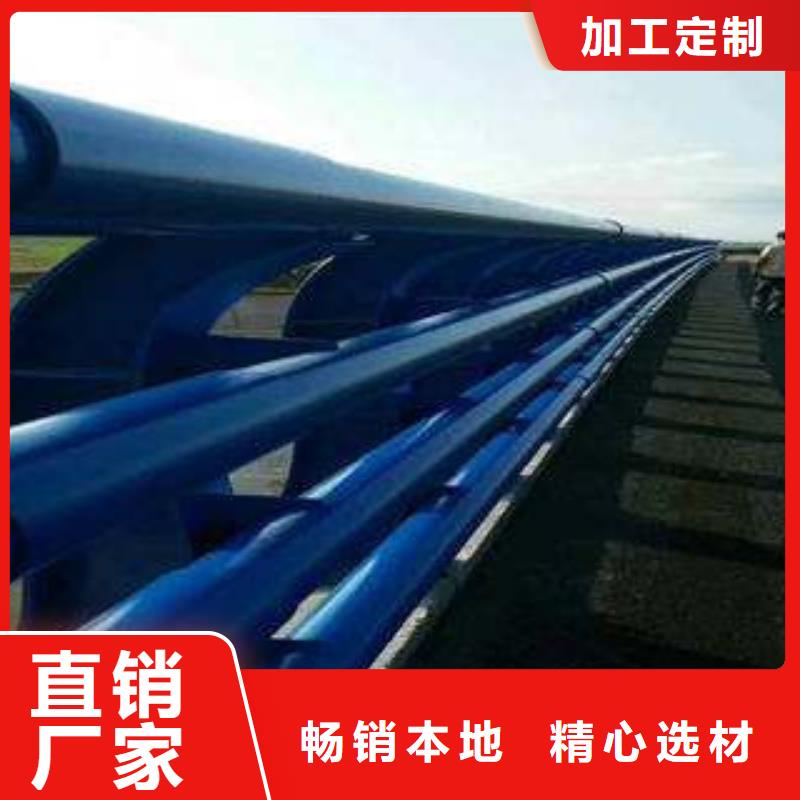
北京俊邦金属材料有限公司集设计、生产、销售为一体的专注【桥梁防撞护栏】厂家。我厂所经营多种不同款式、不同结构、不同工艺、不同风格的高、中、低档【桥梁防撞护栏】产品。
我们始终坚持以人为本,恪守质量为金,同建雄绩伟业,共创新高的经营方针,诚实守信,厚德载物,追求言行一致,为用户提供更多增值服务,将【桥梁防撞护栏】产品打造成家喻户晓的知名品牌。展望未来,信心百倍,追求高远。我厂将以更踊跃的态度,更新、更好的【桥梁防撞护栏】产品,更优异的服务,迎接挑战,推陈出新,与广大客户携手并进,共创辉煌!







焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。




技术支持:cdlgp.com